2.5.1.5. Lehimləmə ilə metalların birləşməsi
Lehimləmədə metal hissələr daha asan əriyən və lehim adlanan metalla birləşdirilir. Birləşmə zamanı əsas metal hissə bərk halda, lehim isə ərimiş halda olur. Hissələrin birləşməsi tikiş zonasında lehimin və əsas hissənin bir-birində həll olması nəticəsində yaranır. Lehimləmə zamanı birləşən hissələri lehim islatmalıdır. Məsələn, qurğuşunu, misi islatmır. Buna görə də ondan mis üçün lehim kimi istifadə oluna bilməz. Lehimlənəcək səthlər əvvəlcədən çirkdən və oksidlərdən təmizlənməlidir. Oksidləri təmizləmək və lehimləmə zamanı oksidləşmənin qarşısını almaq üçün flüslərdən istifadə olunur. Lehimləmədən poladın bütün növlərinin birləşdirilməsində istifadə olunur. Lehimləmənin əsas üstünlüyü aşağıdakılardır:
- Birləşmələrin möhkəmliyi və sadəliyi;
- Lehimlənən hissənin ölçüləri və formasının saxlanması.
Maşının mexanizm və cihazlarda istifadə olunan hissələrinin hazırlanmasında lehimləmədən geniş istifadə olunur. Lehimləmənin iki növündən istifadə olunur;
- Yumşaq lehimləmə;
- Bərk lehimləmə.
Yumşaq lehimlərin mexaniki möhkəmliyi aşağı olur (5-7 kq/m2). Eyni zamanda ərimə temperaturu da aşağı olur (Şəkil 2.60). Yumşaq lehimləmədə alınan tikiş böyük yüklərin təsirinə davam gətirə bilmir. Ona görə də böyük gərginliyə məruz qalmayan hissələrin birləşdirilməsində istifadə olunur. Ən çox yayılan lehim növləri qalay-qurğuşun lehimləridir.
Bərk lehimlər xeyli möhkəmdir (Şəkil 2.61). Mexaniki möhkəmliyi əlli kilometr bölünsün kvadrat millimetrə (50 kilometr/kvadrat millimetr)qədər olur. Bu növ lehimləmə böyük gərginliyə davam gətirə biləcək birləşmənin alınmasına imkan verir. Lehimlənəcək hissələr bir-birinə müxtəlif formada birləşdirilə bilinər. Əsasən, aşırma baş-başa və ya bığvarı üsulla birləşmə tətbiq olunur. Bunlardan aşırma birləşdirmə üsulundan daha geniş istifadə olunur. Bu cür birləşmədə aşırma zolağını enli götürməklə möhkəmliyi artırmaq olar. Baş-başa birləşmənin üstünlüyü çıxıntıların olmamasıdır. Belə birləşmədən məmulatın xarici görkəmini yaraşıqlı göstərmək üçün istifadə olunur. Bığvarı birləşdirmə yuxarıda qeyd olunan hər iki birləşdirmə növündən üstünlüyə malikdir. Lakin bu üsulda birləşdiriləcək hissələrin qıraqlarının daha mürəkkəb halda hazırlanmasını tələb edir. Bu üsulla lehimləmədə hissələr arasında məsləhət bilinən ara boşluğu 0,010,02 millimetr olmalıdır.
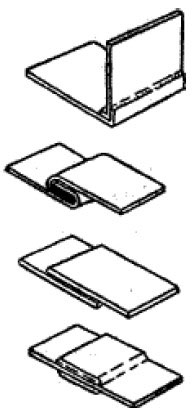
Şəkil 2.60. Yumşaq lehimləmə ilə hissələrin birləşdirilməsi