Çapılma zamanı çilingər sağ ayağı məngənənin ağzına paralel qoyub əsas dayaq vəzifəsini görməlidir. Sol ayaq isə sağ ayaqla 700 bucaq təşkil etməklə yarım addım irəli qoyulmalıdır. Sonra sol əldə iskənəni, sağ əldə isə çəkici tutaraq işi yerinə yetirmək lazımdır (Şəkil 4.18).
Zindan və nişan masası və üzərində çapma işləri şaquli vəziyyətdə aparılır. Bunun üçün əvvəlcə emal edilən hissə nişan masası və ya zindan üzərinə qoyulur. Emal edilən hissə list, düzbucaqlı və ya çubuq formasında ola bilər. Bundan sonra iskənə sol əl ilə tutularaq şaquli vəziyyətdə emal ediləcək hissənin üzərinə qoyulur. Şaquli vəziyyətdə qoyulmuş iskənəyə qol qaldırılaraq dirsək zərbəsi ilə güclü şaquli çəkic zərbələri vurulur. Zərbələrin endirilmə vəziyyəti kəsilən metalın qalınlığından asılıdır (Şəkil 4.19).
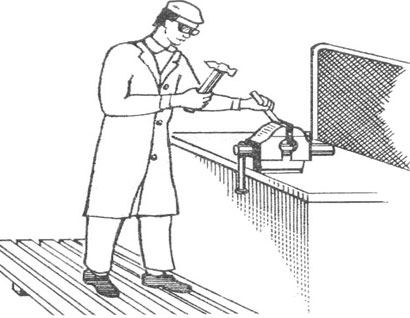
Şəkil 4.18. İskənə ilə metalın çapılması işinin düzgün yerinə yetirilməsi

Şəkil 4.19. Çapılan metalın qalınlığından asılı olaraq zərbələrin endirilməsi
1. Bilək zərbəsi. Nazik qalınlıqlı metalın çapılması üçün işlədilir;
2. Dirsək zərbəsi. Orta qalınlıqlı metalın çapılması üçün işlədilir;
3. Çiyin zərbəsi. Qalın metalın çapılması üçün işlədilir.
Məngənəyə sıxılmış, nişan masası və zindan üzərində hissələrin çapılması əl üsulu ilə aparılır. Metal hissəsinin əl üsulu ilə çapılması ağır işdir. Bununla yanaşı, çapma işinə çox vaxt sərf olunur. Pnevmatik çəkiclərlə metalı çapdıqda iş yüngülləşir və xeyli vaxta qənaət olunur. Bununla yanaşı, əmək məhsuldarlığı bir neçə dəfə artıq olur.
İstifadə olunan pnevmatik çəkiclər sıxılmış hava ilə işləyir. Pnevmatik çəkiclərin iş prinsipi belədir. Sıxılmış havanın təsiri altında çəkic borusundakı xüsusi döyəc silindrdə olduğu kimi yuxarı və aşağı hərəkət edir. Bununla da döyəc boru deşiyinə geydirilmiş iskənəyə bir sıra ardıcıl zərbələr endirir. Daha çox istifadə olunan pnevmatik çəkiclər aşağıdakı markalarda olur:
- Yüngül çapma üçün - ağırlığı 4,7 kiloqram olan RM-13 (PM-13) markalı;
- Orta çapma üçün-çəkisi 5,3 kiloqram olan RM-14 (PM-14) markalı;
- Ağır çapma üçün-çəkisi 6 kiloqram olan RM-5 (PM-5) markalı.