3.2.8. Qaz-pres qaynağı
Qaynaq edilən hissələr qaynaq alovu ilə plastik hal alıncıya qədər qızdırılır. Sonra həmin hissələri yapışdıran qüvvə ilə bir-birinə sıxılır.
Qaz-pres qaynağı başlıca olaraq böyük diametrli boruların ağız-ağıza birləşdirilməsi üçün işlədilir.
Borulardan başqa, relsləri, qazma avadanlığını və qazma alətlərini də bu üsulla qaynaq edirlər.
3.2.9. Qaynağın keyfiyyətinə nəzarət edilməsi
Qaynağın keyfiyyətini onu xaricdən nəzərdən keçirmək yolu ilə, rentgen analizi və maqnit defektoskopu ilə yoxlayırlar. Bununla yanaşı, qaynağın makrostrukturunu, mikrostrukturunu və mexaniki xassələrini müəyyən etməklə də yoxlamaq olar.
Xaricdən nəzərdən keçirməklə yoxlama zamanı tikişlərin səthindəki qüsurlar aşkar edilir. Bununla məsamələri, çatları, qaynaq edilməmiş çuxurları, ifrat dərəcədə yandırılmış yerləri və sairəni müəyyən edirlər. Bunun üçün lupadan, habelə universal və xüsusi ölçü alətlərindən istifadə olunur.
Mexaniki yoxlamalardan qaynaq götürmə qabiliyyəti, dartılma qabiliyyəti və zərbəyə davamlılıq qabiliyyəti yoxlanılır.
3.2.10. Termit qaynağı
Termit qaynağı, alüminium ilə dəmir yanığının tozları qarışığından ibarət olan termit vasitəsi ilə aparılır.
Termitin yanması reaksiyasının çox sürətli getməsi nəticəsində külli miqdarda istilik alınır. Bu zaman 3000 dərəcə selsi və daha artıq temperatur alınır.
Alüminium termiti tramvay və dəmiryol xətlərinin relslərini qaynaq etmək üçün geniş miqyasda işlədilir. Qaynaq etməzdən əvvəl relslərin uclarını çirkdən və dəmir yanıqlarından təmizlənir.
3.2.11. Qaz qaynaq aparatının işə hazırlanması
Boruların birləşdirilməsi (Şəkil 3.14)
- Əvvəlcə təziqli boru qazqarışdırıcıya birləşdirilir;
- Oksigen ötürən boru qazqarışdırıcının (qarelkanın) ştutserinə bağlanır;
- Qazqarışdırıcının (qarelkanın) asetilen verilən kanalının yoxlanılması; Asetilen ötürən borunun birləşdirilməsi;
- Sıxıcı ilə bağlanmış boruların etibarlılığının dəqiq yoxlanılması;
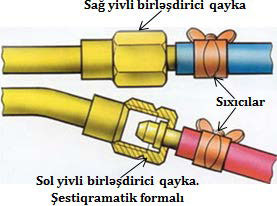
Şəkil 3.14. Təzyiqli boruların qazqarışdırıcıya birləşdirilməsi